Selecting the Right Fasteners
It is particularly important to ensure that the correct type of self-drilling screw is selected for wall applications. A distinction must be made between JT screws (classic drill point with cutting edge) and JF screws (unique tip geometry without cutting edge).
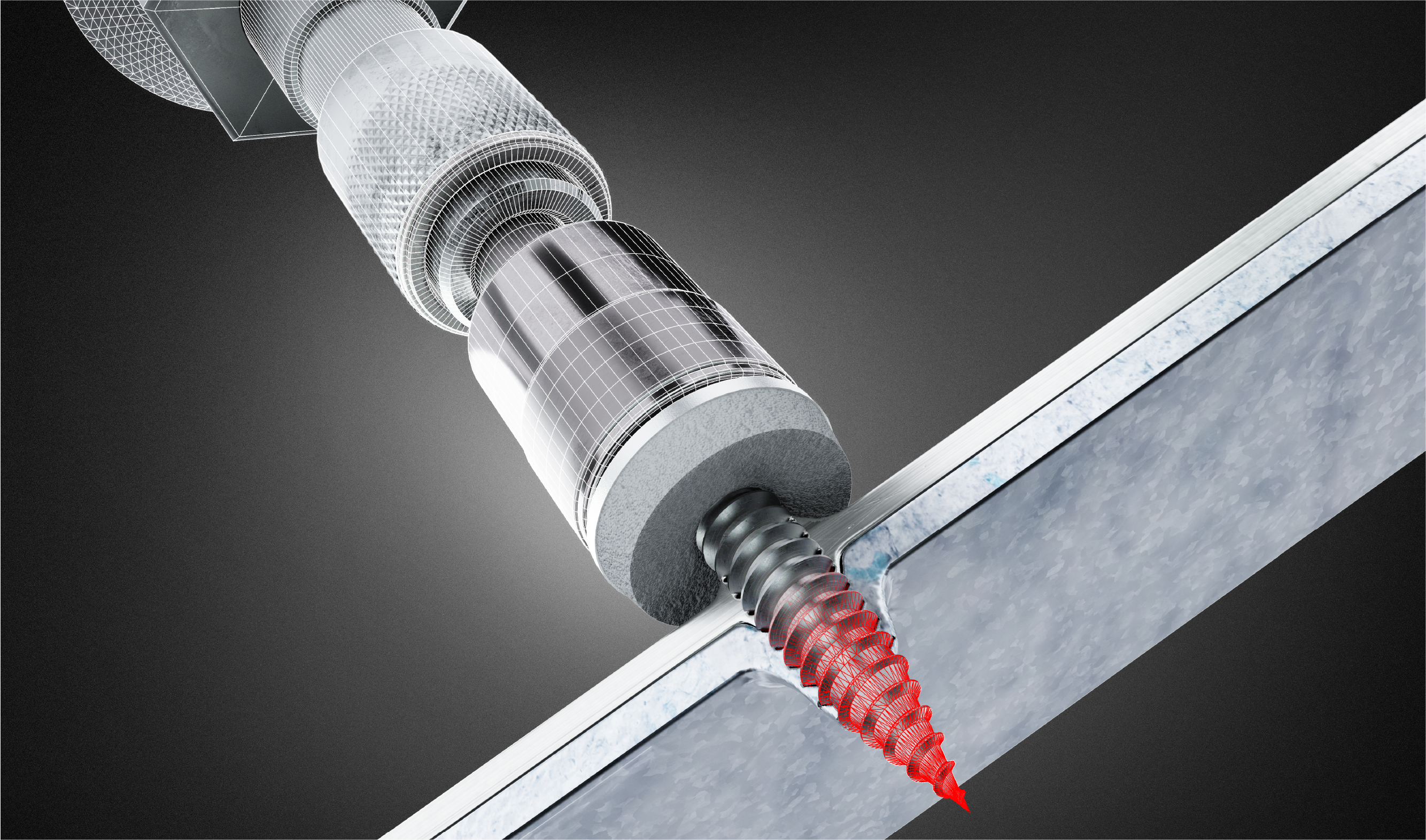
The unique tip geometry of the JF screws enables an improved application behaviour on the component surface compared to classic self-drilling screws. The risk of the screw wobbling on the cover shell and thus damage due to scratches is reduced to a minimum. The unique tip geometry significantly increases the speed of penetration of thin sheet metal.
Understanding Drilling Performance for Your Application
The drilling performance of a screw refers to the drill point and defines the maximum thickness of components which can be penetrated with this drill point. The drilling performance value ≥ t is stated in millimetres.Selecting the Right Drilling Performance
Regarding the drill point diameter and drill point length, Self-drilling screws with higher drilling performance are only designed for components of greater thickness. When using a self-drilling screw with too high a drilling performance, the drill point diameter (a) and thus the drill hole produced is too large and the flank coverage (b) is too small. In addition, there is no security against turning back that could prevent the screw from being unintentionally loosened and the tightness from being lost. As a result, a secure connection cannot be established. Such assembly is therefore not permitted.
If the drilling performance (alternatively also called drilling capacity) is too low (a), the screw is forced to advance during the drilling process. The forced advance occurs when the drilling process has not yet been completed, but the thread of the screw is already engaged (b). At this moment, the feed generated by the thread pitch is greater than the feed that can be achieved by removing the chips during the drilling process. As a result, too much force is exerted in the direction of the screw axis and the drill point burns up. The drill point of the screw becomes blunt and cannot complete the “drilling” operation.