The 1.0Nm Benchmark: Engineering Process Reliability into High-Speed Polymer Assemblies
The Hidden Risk in High-Speed Automation
In the world of high-volume manufacturing, the transition from a laboratory prototype to a 300-rpm robotic assembly line is where many designs fail. For a leading manufacturer of industrial pump systems, the challenge wasn't just about joining three components (a shell, a gasket, and a cover). It was about beating the clock without breaking the polymer.The engineering team faced a classic manufacturing paradox: increase assembly speed to meet production targets, and you risk frictional heat plasticising the boss, leading to stripped threads and compromised seals. Decrease the speed, and the unit cost of production becomes uncompetitive. They needed a fastening technology that could handle the heat of high-speed automation while maintaining a precise 1.0Nm clamp load.
The Science of Thread-Forming Logic
To solve this, EJOT UK’s Industrial Engineering team looked to the EJOT EVO PT®. The solution lay in the physics of material displacement.Traditional 60° thread profiles exert significant radial stress on plastic bosses, often necessitating thicker walls or metal inserts to prevent bursting. In this assembly, the presence of a gasket added another layer of complexity; the fastener had to provide enough clamp load to compress the seal consistently yet remain resistant to long-term relaxation and stress cracking. The Solution: The 26° Flank Advantage.
The EVO PT® was engineered specifically for these constraints. Its specialised 26° flank angle reduces the displacement volume of the plastic during the thread-forming process.
This has two critical engineering benefits:
- Reduced Radial Stress: Lower expansion pressure means the pump housing could remain lightweight and compact without the risk of boss failure.
- Optimised Material Flow: The recessed thread root allows the polymer to flow naturally into the core, creating a high-flank engagement that maximises stripping torque.
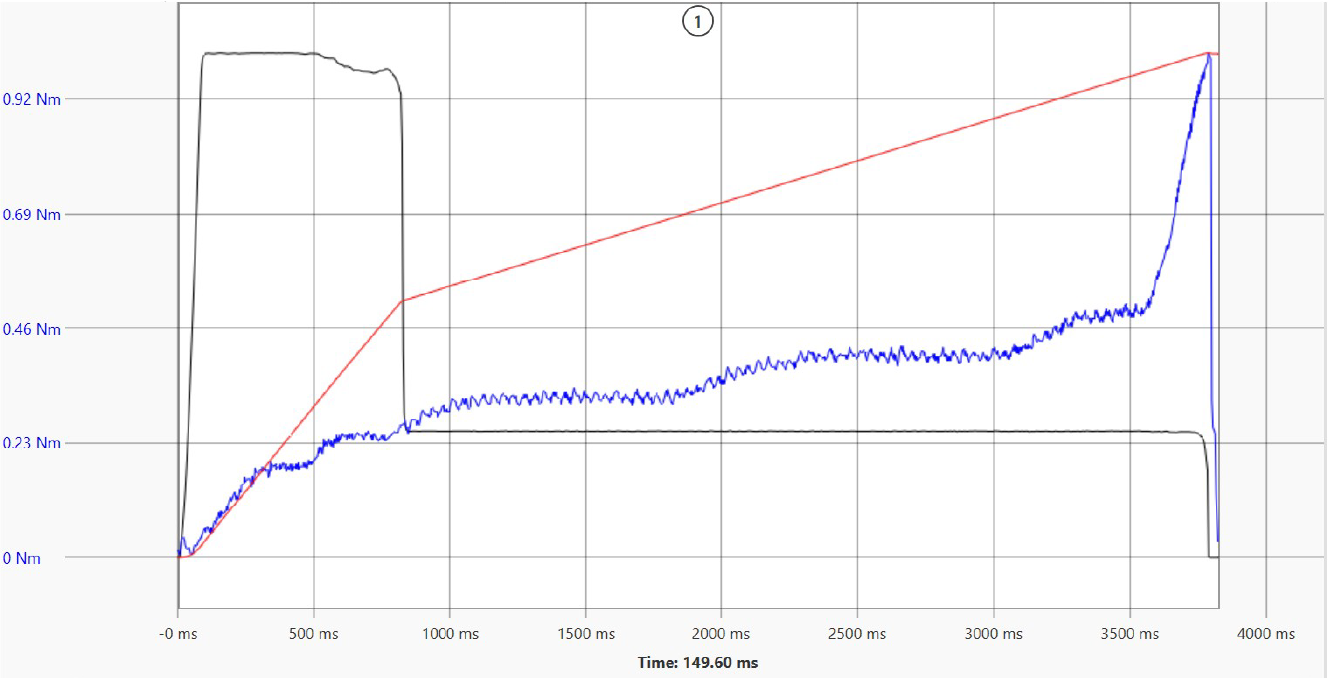
Validation through APPLITEC Testing
To ensure serial production reliability, EJOT performed rigorous torque-angle analysis. Testing at 50 rpm established the baseline for a stable 1.0Nm installation. However, the real test was at 300 rpm.The data confirmed that even at high robotic speeds, the EVO PT® thread geometry managed the frictional heat effectively, maintaining a wide safety margin between installation and stripping torque. This "safety window" is what allows a production line to run at peak velocity without the risk of assembly failure.